 English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk čeština
čeština Ελληνικά
Ελληνικά Українська
Українська नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine slovenský
slovenský Lietuvos
Lietuvos
Впровадження структури отворів для волочіння дроту
Впровадження структури отворів для волочіння дроту
Впровадження структури отворів для волочіння дроту
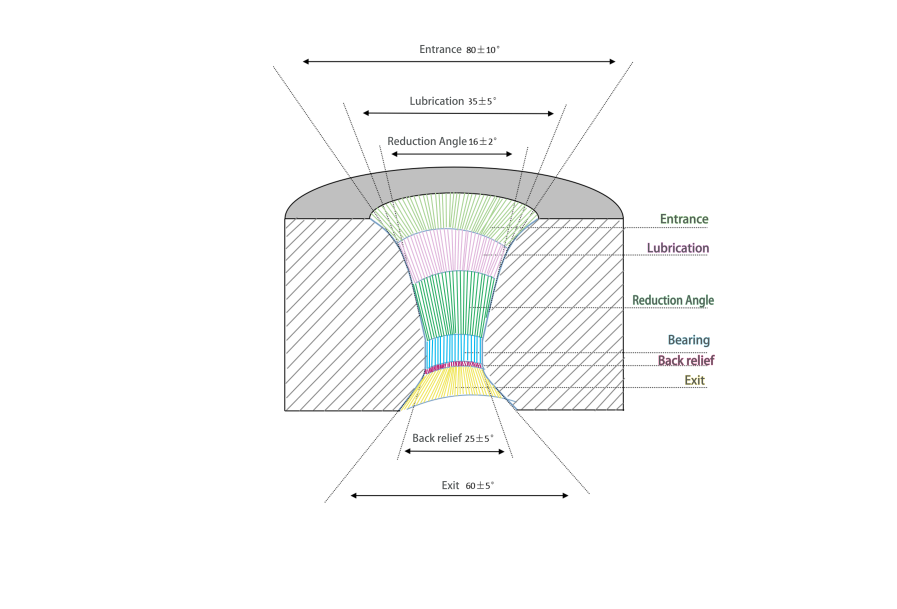
Вхідна зона : через цю зону креслярські матеріали потрапляють у матриці. Як правило, це дуга, щоб уникнути подряпин на штампах.
Зона змащування: Призначена для зберігання мастила та змащування матеріалів для креслення, що сприяє гладкому витягуванню.
Зона відновлення: Це зона пластичної деформації для волочіння металу, основним розміром якої є довжина та кут. Менша довжина призведе до того, що витяжний метал спричинить більший тиск на зону зменшення. Це значно збільшить напругу розтягування та прискорить зношування матриць, що вплине на ефект витягування. Довжина зони скорочення відрізняється в залежності від матеріалу, діаметра та мастила. Принцип вибору такий: 1) довжина повинна бути коротшою для волочіння м’якого металевого дроту порівняно з волочінням твердого металевого дроту; 2) довжина має бути коротшою при протягуванні дроту малого діаметру порівняно з дротом великого діаметру; 3) довжина має бути меншою при мокрому малюнку порівняно з кутом зменшення зони сухого малювання: більший кут збільшить міцність на розрив і твердість матеріалу для малювання, а також зменшить вигин і кручення. При волоченні сталі кут зони відновлення повинен бути меншим, а при волоченні кольорових металів і карбіду — більшим.
Довжина підшипника: Матеріал для креслення отримує остаточний розмір через довжину підшипника, Довжина підшипника відрізняється різною твердістю, перетином і змащенням креслення матеріал. Якщо довжина підшипника занадто велика, це збільшить тертя, що підвищує температуру матриці, а потім впливає на термін служби матриці. Це також збільшить напругу розтягування, що спричиняє зростання швидкості усадки та швидкості поломки під час малювання, а також споживання порошку; якщо довжина підшипника закоротка, зміни підшипника вплинуть на кінцевий розмір на кресленні.
Зазвичай 1) довжина підшипника менша при витягуванні м’якого металевого матеріалу порівняно з витягуванням твердого металевого матеріалу; 2) довжина підшипника повинна бути коротшою при протягуванні дроту малого діаметру порівняно з протягуванням дроту великого діаметру; 3) довжина підшипника повинна бути коротшою при мокрому малюнку порівняно з сухим малюнком.
Задня частина та вихід: Вихід — це остання частина, де матеріал для малювання виходить із матриць. Це для захисту довжини підшипника від розтріскування. Вихід не повинен бути занадто коротким, інакше розетку легко зламати; Задня рельєфна частина означає, що метал, що волочиться, не подряпає вихід і не вплине на якість дроту; під час регулювання матриць гостру частину, що з’єднує вихід і підшипник, необхідно відшліфувати, щоб утворити дугу, щоб дріт не подряпався під час проходження через матриці.

Wire China 2024
Ми відвідаємо Wire China 2024 у Шанхаї.
ДетальнішеРоль СУЦІЛЬНИХ МАТРИЦІВ та їх застосування в промисловому виробництві
SOLID STRANDING DIES, тобто суцільнокрутна матриця, є незамінним і важливим інструментом у виробництві дроту та кабелю. Тепер я познайомлю вас із функцією СУЦІЛЬНИХ МАТРИЦІВ і їх застосуванням у промисловому виробництві.
ДетальнішеПро гоління пілінг плашки
Про застосування плашок для пілінгу для гоління
Детальніше