 English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk čeština
čeština Ελληνικά
Ελληνικά Українська
Українська नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine slovenský
slovenský Lietuvos
Lietuvos
- додому
- Про нас
-
Продукти
- Напівфабрикати
- Штампи для малювання Pcd
- Штампи Nd
- Штампи для креслення Sscd
- Штампи для малювання Tc
- Цільноструйні матриці
- Плашки для розрізання скручування
- Штампи для лудіння
- Фасонні матриці для волочіння дроту
- Плашки для труб
- Екструзійні матриці
- Матриці з наноалмазним покриттям
- Плашки для гоління
- Керамічні штампи
- Обладнання та аксесуари
- Технічна служба
- Новини
- Зв'яжіться з нами
Українська
Продукти
-
Напівфабрикати
-
Штампи для малювання Pcd
-
Штампи Nd
-
Штампи для креслення Sscd
-
Штампи для малювання Tc
-
Цільноструйні матриці
-
Плашки для розрізання скручування
-
Штампи для лудіння
-
Фасонні матриці для волочіння дроту
-
Плашки для труб
-
Екструзійні матриці
-
Матриці з наноалмазним покриттям
-
Плашки для гоління
-
Керамічні штампи
-
Обладнання та аксесуари
нові продукти
 Суцільні багатожильні плашки для пучка багатожильного дроту
Суцільні багатожильні плашки для пучка багатожильного дроту Напівфабрикат полікристалічного волочильного дроту
Напівфабрикат полікристалічного волочильного дроту Монокристалічні штампи MCD SSCD
Монокристалічні штампи MCD SSCD Волочильні матриці з нанопокриттям алмазного дроту
Волочильні матриці з нанопокриттям алмазного дроту TC волочильна матриця з карбіду вольфраму і алмазного дроту
TC волочильна матриця з карбіду вольфраму і алмазного дроту Напівфабрикати для волочіння алмазного дроту PCD
Напівфабрикати для волочіння алмазного дроту PCD- Всі новинки








Суцільні багатожильні плашки для пучка багатожильного дроту
Волочіння дроту здійснюється шляхом пропускання металевого дроту через отвір волочильної матриці та застосування сили натягу до дроту з боку виходу матриці. Дріт стягується і стискається в порожнині матриці і поступово стає тоншою, а її швидкість збільшується поблизу виходу з отвору матриці. Оскільки об'єм дроту постійний, то зменшення поперечного перерізу робить його розтягнутим. У центрі є отвір певної форми, наприклад круглої, квадратної, восьмикутної або іншої спеціальної форми. Коли метал протягують через отвір матриці, розмір стає меншим і навіть змінюється форма.
Опис продукту
скрутний дріт з твердої скрутки
Фільтри для суцільної змотування дроту
| Назва продукту | Багатодротові алмазні матриці; PCD волочильні матриці; PCD волочильні штампи; Штампи для малювання алмазами |
| Розміри отворів | 0,100-16,000(мм); 0,0039-0,6260 (дюйм) |
| Diamond Range | Compax, Sumidia, De Beers. |
| Переваги | Виготовлений із високоякісного сердечника прес-форми, має такі переваги, як однорідна текстура, міцна зносостійкість, високоякісна обробка, висока точність і тривалий термін служби. Оздоблення поверхні та точність катанки можна забезпечити під час тривалого волочіння дроту. |
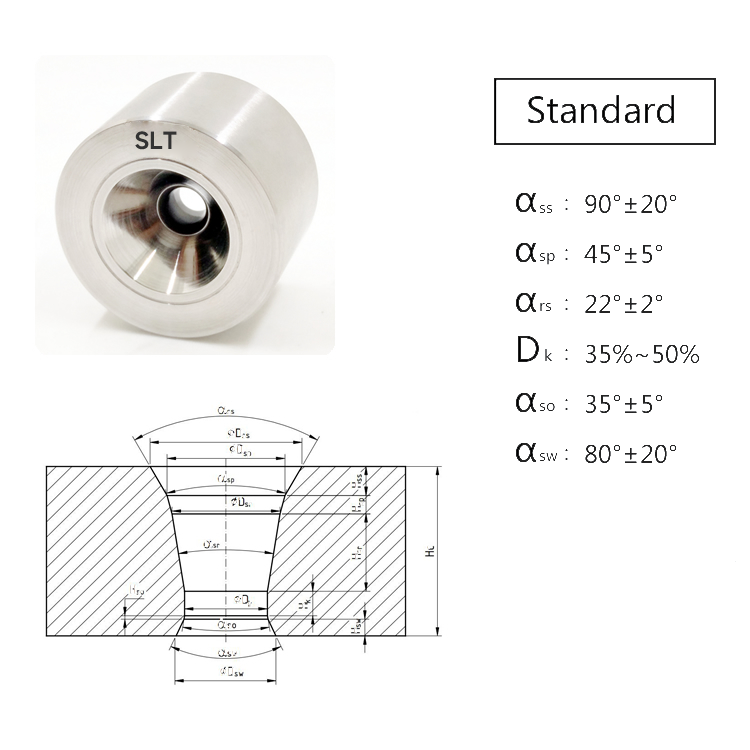
| α(ss)Вхід | Впускна зона відполірована, щоб рідина для витяжки могла плавно циркулювати |
| α(sp)Підхід | Область мастила добре відшліфована, тому дріт легко може бути надмірним |
| α(rs)Редукція | Робоча зона може зменшити силу витягування, а контакт точки зміни - це витягування під кутом обличчям до обличчя, що зменшує тертя та знос матриці. Деформована структура є більш розумною та стабільною. Верхню лінію можна малювати плавно, коли вхідна лінія стає товстішою або тоншою. |
| d(k) Підшипник | Фіксована зона деформації може забезпечити точний діаметр, гладкість і неокруглість дроту протягом тривалого часу. |
| α(so)Back Relief | Безпечний кут може гарантувати, що дріт протягується без подряпин, і очікувана тривалість служби має тенденцію бути довшою. |
| α(sw)Вихід | Поглиблення вихідного отвору може значно зменшити напругу розтягування випускного отвору. |
Волочіння дроту здійснюється шляхом пропускання металевого дроту через отвір волочильного волочильного волочильного волочильного волочильного інструмента та застосування тягової сили до дроту з боку виходу волочільної волочільної волочі. Дріт стягується і стискається в порожнині матриці і поступово стає тоншою, а її швидкість збільшується поблизу виходу з отвору матриці. Оскільки об'єм дроту постійний, то зменшення поперечного перерізу робить його розтягнутим. У центрі є отвір певної форми, наприклад круглої, квадратної, восьмикутної або іншої спеціальної форми. Коли метал протягують через отвір матриці, розмір стає меншим і навіть змінюється форма.
Найкращий матеріал залежить від дроту, який ви тягнете, і кількості, яку ви тягнете. Зв’яжіться з нами, щоб допомогти вам вибрати найбільш економічне рішення та зменшити загальну вартість володіння вашими штампами.
Толерантність
|
Діаметр (дюйми)
|
Діаметр (мм)
|
Допуск (мм)
|
Округлість (мм)
|
|
≤0,00157
|
≤0,040
|
0,0003
|
0,0002
|
|
0,00158-0,00393
|
0,041-0,099
|
0,0005
|
0,0003
|
|
0,00394-0,01968
|
0,100-0,499
|
0,001
|
0,0005
|
|
0,01969-0,03936
|
0,500-0,999
|
0,0015
|
0,0008
|
|
0,03937-0,05905
|
1.000-1.499
|
0,002
|
0,001
|
|
0,05906-0,08661
|
1.500-2.199
|
0,003
|
0,0015
|
|
0,08662-0,12992
|
2.200-3.299
|
0,004
|
0,002
|
|
0,12993-0,18110
|
3.300-4.599
|
0,005
|
0,0025
|
|
0,18111-0,22834
|
4.600-5.799
|
0,006
|
0,003
|
|
0,22835-0,29921
|
5.800-7.599
|
0,007
|
0,0035
|
|
0,18111-0,41338
|
4.600-10.499
|
0,008
|
0,004
|
Плашки PCD із заготовками Sumidia PCD
|
дюймів
|
мм
|
ADDMA
|
Максимальний діаметр
|
|
0,0039-0,0157
|
0,100-0,400
|
D6
|
0,5
|
|
0,0079-0,0315
|
0,200-0,800
|
D12
|
1.0
|
|
0,0079-0,0315
|
0,200-0,800
|
D12
|
0,8
|
|
0,0197-0,0591
|
0,500-1,500
|
D15
|
1,5
|
|
0,0197-0,0709
|
0,500-1,800
|
D15
|
1,8
|
|
0,0315-0,0787
|
0,800-2,000
|
D18
|
2.0
|
|
0,0315-0,0906
|
0,800-2,300
|
D18
|
2,3
|
|
0,0472-0,1378
|
1.200-3.500
|
D21
|
3,5
|
|
0,0591-0,1811
|
1.500-4.600
|
D24
|
4,6
|
|
0,1299-0,2126
|
3.300-5.400
|
D27
|
5,4
|
|
0,1299-0,2283
|
3.300-5.800
|
D27
|
5,8
|
|
0,2008-0,2992
|
5.100-7.600
|
D30
|
7,6
|
|
0,3150-0,4134
|
8.000-10.500
|
D33
|
10,5
|
|
0,3150-0,5000
|
8.000-12.700
|
D36
|
12,7
|
В наявності зернистість F S M C E.

Асортимент продукції
|
мм
|
дюймів
|
ND
|
SSCD
|
PCD
|
ТК
|
|
0,012-0,049
|
0,0005-0,0019
|
●
|
●
|
|
|
|
0,050-0,099
|
0,0019-0,0039
|
●
|
●
|
|
|
|
0,100-0,599
|
0,0039-0,0236
|
●
|
●
|
●
|
●
|
|
0,600-2,099
|
0,0236-0,0826
|
●
|
|
●
|
●
|
|
2,1-15,9
|
0,0827-0,6260
|
|
|
●
|
●
|
|
16,0-35,0
|
0,6260-1,3780
|
|
|
|
●
|
Багатодротяні алмазні волочильні матриці
Алмазні волочильні матриці заводської ціни; багатодротові волочильні головки PCD із тривалим терміном служби
Матриця для волочіння дроту є дуже важливим і витратним матеріалом, який використовується різними виробниками металевого дроту для протягування проводів. Діапазон застосування волок для волочіння дроту дуже широкий, вони в основному використовуються для волочіння прямих і важкооброблюваних об’єктів, таких як прутки, дріт, дріт, труби тощо, і, як правило, придатні для операцій обробки металів і сплавів, таких як волочіння. сталь, мідь, вольфрам, молібден та ін. Оскільки вартість волочильної матриці може сягати більше половини вартості волочіння дроту, як зменшити витрати на волочіння дроту та збільшити термін її служби є першочерговою проблемою, яку терміново потрібно вирішити підрозділам виробництва металевого дроту.
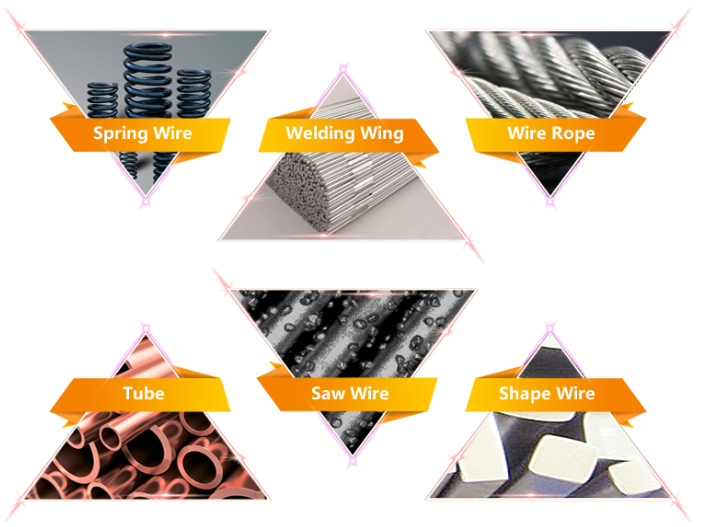
Матриці для волочіння дроту мають широкий спектр використання, як-от: високоточні дроти, що використовуються в електронних пристроях, радарах, телевізорах, інструментах і аерокосмічній галузі, а також широко використовувані вольфрамові дроти, молібденові дроти, дроти з нержавіючої сталі, дріт і кабельні дроти та дроти з різних сплавів, усі вони виготовлені з алмазу. Його витягують волочильною головкою. Завдяки використанню в якості сировини природного алмазу волочильна матриця для алмазного дроту має високу зносостійкість і надзвичайно тривалий термін служби.

